Indurimento superficiale: metodi e tecnologie. Indurimento dei metalli
Trattamento termico dell'acciaio È fatto per migliorare le sue caratteristiche (durezza, resistenza, resistenza all'usura). I principali requisiti di qualità sono imposti principalmente sullo strato esterno di prodotti, che è maggiormente esposto a carichi esterni.
La necessità di tempra superficiale e tempra
L'indurimento superficiale delle parti viene effettuato per ottenere le migliori caratteristiche dello strato esterno, mentre nel nucleo il metallo rimane viscoso e duttile. Quindi è possibile modificare le proprietà fisiche e meccaniche del metallo. 
Al fine di ridurre la fragilità e le tensioni residue, il metallo viene quindi sottoposto a rinvenimento, dopo di che la sua durezza diminuisce leggermente e le sue proprietà diventano più stabili.
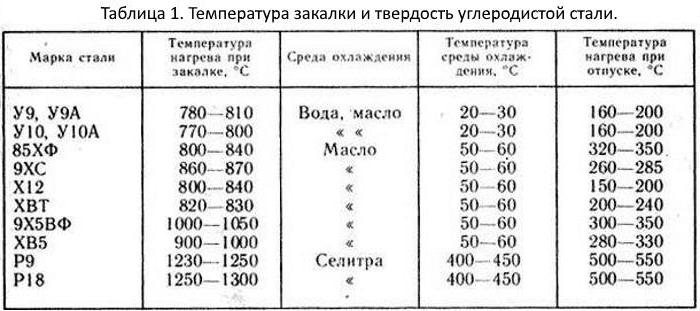
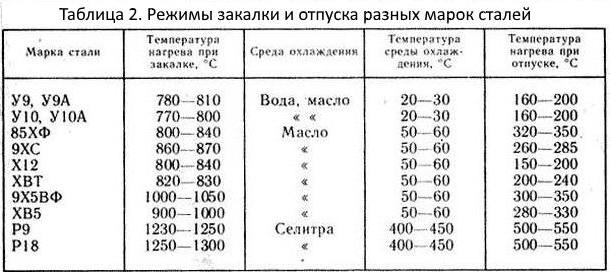
La temperatura di tempra della superficie in acciaio è di 820-900 0 C. Può essere distinta per colore. 
Per ottenere la profondità di trattamento termico richiesta dopo aver riscaldato rapidamente la superficie del pezzo raffreddato per via aerea o acqua.
Indurimento della fiamma del gas
Le temperature associate al riscaldamento e al raffreddamento possono essere continue o cicliche. L'indurimento superficiale viene eseguito in quattro modi.
- Riscaldamento con raffreddamento dell'area della parte: tempratura dei denti delle ruote, estremità delle rotaie, valvole, ecc.
- Indurimento di piccoli corpi rotanti con una piccola larghezza dell'area da lavorare: perni e alberi dell'asse.
- Modo continuo-sequenziale: movimento sulla superficie della fiamma e dietro di esso - il dispositivo di raffreddamento. Produzione di acqua sequenziale per il riscaldamento e il raffrescamento. Allo stesso modo, le superfici di parti di grande diametro sono indurite con la loro rotazione lenta rispetto ai bruciatori fissi e agli ugelli. Ai bordi delle strisce, le zone di congedo rimangono con il riscaldamento secondario dalle aree vicine.
- Metodo combinato: spostamento lungo il generatore dei getti di fiamma, e dietro di essi - il mezzo di raffreddamento durante la rotazione della parte cilindrica. La tecnologia è utilizzata per spegnere i prodotti lunghi. Il metodo fornisce uno strato solido omogeneo sulla superficie della parte.
Tecnologia di indurimento della fiamma del gas
L'indurimento superficiale viene eseguito su macchine, dove i processi di movimentazione dei dispositivi e componenti di riscaldamento e raffreddamento sono meccanizzati. Il processo è ampiamente utilizzato nell'industria. Richiede dispositivi semplici. Una miscela di acetilene con ossigeno, gas naturale o kerosene viene utilizzata come fonte di energia. A volte il riscaldamento a fiamma è più vantaggioso rispetto all'HDTV. Questo vale soprattutto per i prodotti di grandi dimensioni per i quali è difficile produrre induttori. Il metodo è spesso utilizzato nella produzione su piccola scala, quando i requisiti di qualità non sono elevati. I bruciatori a indurimento a iniezione contengono punte intercambiabili per il controllo della potenza della fiamma. I bocchini sono realizzati in base al profilo del pezzo. Sono realizzati con un numero elevato di ugelli o fessure. Gli sprinkler a getto d'acqua forniscono acqua per il raffreddamento.
Ad
Meccanismi per spostare strumenti e parti sono specializzati o universali. Le imprese spesso le fanno autonomamente sulla base di macchine per la lavorazione dei metalli.
L'indurimento dei metalli dipende dalla composizione, nonché dalle dimensioni e dalla forma dei prodotti.
Parametri di processo
I parametri regolabili sono i seguenti.
- Potenza di riscaldamento Dipende dal consumo di acetilene e dalla velocità di movimento della fiamma rispetto al prodotto.
- La distanza dal centro della torcia alla superficie riscaldata viene mantenuta a un livello compreso tra 2 e 3 mm.
- Durata del riscaldamento o velocità di movimento del riscaldatore. Da queste caratteristiche, che vengono selezionate sperimentalmente, dipendono la profondità di spegnimento e la durezza della superficie.
- Per la maggior parte, l'acqua con una temperatura di 18-35 ° C viene utilizzata come refrigeratore e la portata è di circa 1 l / cm 2 .
- Il tempo tra riscaldamento e raffreddamento (5-10 secondi) o la distanza tra zone di riscaldamento con raffreddamento (12-25 mm).
La tecnologia di tempra dell'acciaio include i processi di riscaldamento del metallo, l'esposizione per l'equalizzazione della temperatura con il passaggio delle necessarie trasformazioni strutturali e il raffreddamento a una data velocità. Una caratteristica distintiva dell'indurimento superficiale è il riscaldamento rapido.
Ad
La preparazione delle parti prima dell'indurimento consiste nel levigare gli spigoli vivi e nella pulizia in vari modi: sabbiatura, prodotti chimici, a mano.
L'indurimento superficiale con la modalità corretta offre un aumento della durata delle parti di 2-5 volte. La scelta delle modalità di raffreddamento consente di aumentare gradualmente la durezza dello strato indurito fino a 700 HB. Il processo dovrebbe essere veloce. Nella fase finale, quando la temperatura è 200-300 0 C, la velocità di raffreddamento rallenta. Di conseguenza, la formazione di fessure si riduce e i prodotti non si deformano.
Quando l'acciaio legato si surriscalda, la durezza può diminuire, considerato un difetto. Non è inoltre possibile regolare con precisione lo spessore dello strato indurito. Inoltre, quando si lavora con il gas, sono necessarie misure aggiuntive per garantire condizioni di lavoro sicure.
Ad

Spegnimento della corrente ad alta frequenza (HDTV)
Il riscaldamento ad alta frequenza è uno dei modi più efficaci per indurire la superficie. L'uso dell'HDTV a 10 mila kHz riduce significativamente il tempo di trattamento termico. Una corrente ad alta frequenza viene fatta passare attraverso l'induttore di rame raffreddato ad acqua. Il campo elettromagnetico risultante penetra nella parte di acciaio, formando correnti parassite in esso, provocando così calore. L'energia principale è concentrata negli strati superficiali. La profondità di riscaldamento dipende dalla permeabilità magnetica dell'acciaio, dalla resistenza elettrica e dalla frequenza di corrente. Regolando questi parametri, è possibile modificare le dimensioni del livello indurito.
Vantaggi del metodo di induzione
- alte prestazioni ed efficienza del riscaldamento quando è necessario riscaldare solo alcune parti delle parti;
- la superficie della parte è leggermente ossidata, non c'è decarburazione;
- i prodotti si piegano un po ', si formano meno crepe;
- la profondità dell'indurimento è regolata con precisione;
- possibilità di automatizzare il processo.
Gli svantaggi del metodo di spegnimento per HDTV sono l'alto costo e la complessità dei dispositivi di induzione di produzione.
Gli induttori in rame sono fabbricati con o senza doccia. 
I seguenti tipi di indurimento superficiale.
- Contemporaneamente. Dopo il riscaldamento, la parte viene raffreddata con acqua. La parte indurita viene riscaldata all'interno dell'induttore. Dopo un periodo di tempo specificato, la corrente elettrica viene spenta e l'acqua viene alimentata attraverso le aperture del riscaldatore da forti getti per raffreddare il prodotto. Per indurire ruote dentate vengono utilizzati induttori ad anello e per le parti piatte: loop o zigzag.
- sequenza continua. Un induttore di riscaldamento si muove lungo la parte fissa, seguita da un'unità doccia.
Riscaldamento HDTV consente di creare unità automatizzate nel flusso di negozi di lavorazione. A causa di ciò, non è necessario trasportare parti nelle officine termali.
Ad
Altri metodi di tempra superficiale per l'acciaio
- Indurimento elettrolitico. Se attraverso una soluzione di elettrolita acquosa passare una corrente elettrica, dove il catodo è una parte che si riscalda rapidamente. Il metodo è conveniente, perché dopo un'interruzione di corrente, la parte viene immediatamente spenta. Il bagno elettrolitico svolge simultaneamente le funzioni di un forno di riscaldamento e di una vasca di spegnimento.
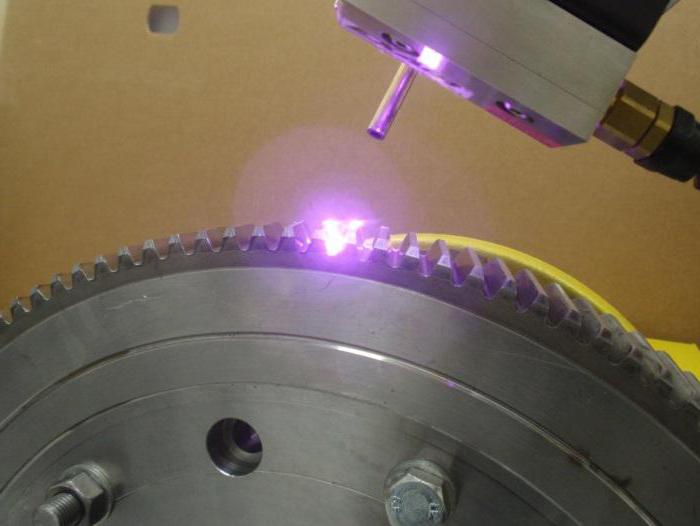
- Indurimento laser La radiazione laser riscalda la superficie metallica ad alta temperatura. Lo spessore di indurimento è inferiore a 1 mm. La resistenza all'usura delle parti in ghisa aumenta più volte e il limite di resistenza dell'acciaio arriva fino all'80%. Il metodo è spesso utilizzato per indurire i bordi taglienti dello strumento.
Tempra dopo la tempra
L'estinzione e la tempra sono 2 processi che si completano a vicenda e forniscono parti di qualità. Lo scopo del rinvenimento è l'operazione finale dopo la tempra, che forma le proprietà finali e più stabili del metallo, assicurando la rimozione delle sollecitazioni interne. Un prodotto di acciaio di una certa marca viene riscaldato e mantenuto a una temperatura appropriata, dopo di che viene raffreddato all'aria.
Ad
- Bassa tempra a 120-250 0 С - strumenti di lavorazione e altre parti. Il metallo ha una struttura stabile, elevata resistenza all'usura e durezza.
- Temperamento medio a 350-500 0 С - per matrici, molle, molle. La struttura ha una buona duttilità, alta elasticità.
- Alta tempra a 500-680 0 С - acciai strutturali a medio tenore di carbonio. Fornisce alta resistenza, tenacità, duttilità.
conclusione
La tempra e la tempra del metallo richiedono una rigorosa implementazione della tecnologia, che viene selezionata per ogni tipo di acciaio. Con il giusto approccio, l'indurimento del metallo può essere fatto a casa.