Pasta di saldatura: come usare? Pasta per saldatura fai da te
Qualsiasi tipo di tecnologia elettronica è una combinazione di circuiti stampati e circuiti, senza il quale il funzionamento dell'elettronica è impossibile. La resistenza e l'affidabilità dei giunti di saldatura su queste superfici dipendono non solo dalla professionalità del lavoratore, dall'operabilità della macchina, ma anche dalla sostanza utilizzata per la saldatura, dal rispetto delle regole del suo funzionamento e dalle condizioni di conservazione.
Informazioni generali
La pasta saldante è una massa pastosa costituita da molte piccole particelle di lega sferica, flusso e vari additivi. Perché è necessario e cosa fare con esso?

Le paste saldanti vengono utilizzate per il montaggio superficiale di componenti elettronici mediante saldatura su circuiti stampati, circuiti integrati ibridi, substrati ceramici. Dopo l'applicazione in superficie, la composizione rimane attiva per diverse ore. Ambito di applicazione - industria.
Cosa dovrebbe essere
La pasta per saldatura deve soddisfare determinati requisiti:
- non ossidare;
- non disintegrarsi rapidamente in strati;
- mantenere la viscosità e le proprietà adesive;
- lasciare solo i rifiuti dopo la saldatura;
- Non schizzare se esposti a una fonte di calore ad alta concentrazione;
- non influire negativamente sul tabellone da un punto di vista tecnico;
- soccombere ai solventi tradizionali.
caratteristiche
La forma e le dimensioni delle particelle di saldatura
Le caratteristiche delle particelle di saldatura determinano il modo in cui la pasta di saldatura sarà applicata alla superficie. I composti con piccole particelle sono molto meno inclini all'ossidazione. Inoltre, se la sostanza per la saldatura ha grandi particelle di forma irregolare, essa minaccia di bloccare la matrice, pertanto la procedura di applicazione subirà un collasso.
La proporzione di metallo nella composizione
Questo indicatore determina lo spessore della lega fusa, il grado di precipitazione e la diffusione della sostanza per la saldatura dipende da questo. Lo spessore del composto dopo il riflusso è direttamente proporzionale al peso specifico del metallo nella pasta: maggiore è la sua percentuale, maggiore è lo spessore del composto dopo che la fusione della pasta di saldatura è stata fusa. La scelta del metodo di applicazione dipende anche dalla concentrazione del metallo. Quindi, se la pasta saldante lo contiene in un volume dell'80%, dovrebbe essere applicato in un processo a stampino, se il 90%, mediante dosaggio.
Tipo di flusso nella pasta
Colpisce il livello di attività della sostanza, la presenza del bisogno di lavaggio. A seconda del metodo di rimozione dei residui di flusso, ci sono tre gruppi di flussi:
- Rosin. Il componente principale è la resina naturale purificata, che viene estratta dalla pineta. I flussi di colofonia sono divisi in non attivi, a media attivazione e leggermente corrosivi. I primi sono caratterizzati da minimi indicatori di attività, questi ultimi sono abbastanza facili da pulire, forniscono una buona umidificazione e fluidità della saldatura, e altri ancora sono caratterizzati dai più alti indicatori di attività e bassa domanda.
- Lavabile con acqua Contenere acidi organici L'uso di un flusso attivo lavato con acqua è una garanzia per ottenere un buon risultato di saldatura, mentre è necessario lavare con acqua deionizzata con una temperatura di 55-65 gradi.
- Lavato Non ho bisogno di lavare. Realizzato sulla base di resine di tipi naturali e sintetici. Il peso specifico della resina nella composizione di tali flussi è del 35-45%. Mostrano attività media, i loro residui dopo la saldatura non sono corrosivi e conduttivi e la concentrazione di precipitati solidi può raggiungere un massimo del 2%.
proprietà

viscosità
Questo non è altro che la densità della pasta saldante. La pasta è dotata della capacità di cambiare il grado della sua viscosità sotto l'influenza del tipo di carico meccanico. Può essere determinato utilizzando dispositivi speciali: viscosimetri Brookfield e Malcolm. Di norma, questo indicatore è indicato dal metodo di marcatura.
insediamento
Le paste per saldatura hanno la capacità di crescere di dimensioni dopo che l'impronta è stata applicata alla superficie. L'indicatore in esame dovrebbe essere a un livello basso, dal momento che un aumento significativo delle dimensioni dell'impronta della pasta saldante causa un ponte.
Tempo di salvare le proprietà
Si riflette in tali indicatori come il tempo di permanenza più lungo di una sostanza su uno stencil prima dell'applicazione o dopo l'applicazione, il che non comporta il degrado delle proprietà. Nella maggior parte dei casi, il valore del primo parametro è compreso tra 8-48 ore, il secondo - 72 ore. Queste cifre sono registrate dal produttore sulla confezione. E può essere specificato come un parametro (uno dei due), o entrambi.
adesività
Identifica la capacità della pasta saldante di mantenere i componenti SMD in posizione dopo averli installati sulla superficie e prima della procedura di saldatura. Il grado di appiccicosità indica la "vitalità" della pasta e ne determina la durata. Viene calcolato implementando un test speciale, che utilizza un tester tradizionale, in grado di misurare la forza richiesta per spostare un elemento di determinati parametri di peso dall'area di una sostanza pastosa di varie dimensioni.
La presenza della capacità di incollaggio e il suo livello dipende dal tipo di pasta saldante. In media, il tempo di ritenzione è compreso tra 4 e 8 ore, mentre il valore massimo, tipico per un numero di paste, può raggiungere 24 ore o più.
Pasta per saldatura: come usare
Le regole operative possono essere suddivise in tre blocchi:
1. Condizioni generali d'uso:
- la stanza in cui viene svolto il lavoro di saldatura deve essere pulita, non una fonte o luogo di concentrazione di polvere o altri contaminanti;
- per uso personale di protezione occhiali di sicurezza per occhi e guanti per mani;
- per lavare la pasta già applicata dalla superficie del pannello da applicare alcool isopropilico o altre sostanze solventi.
2. Prima di aprire l'imballaggio:
- posizionare la pasta in una stanza in cui la temperatura è compresa tra 22-28 gradi e umidità - 30-60%;
- prima di aprire la confezione, mantenere la pasta a temperatura ambiente per almeno un paio d'ore, mentre è severamente vietato ricorrere all'uso di metodi artificiali di riscaldamento della sostanza;
- durante il funzionamento, l'agente di saldatura deve essere miscelato regolarmente.
3. Dopo aver aperto l'imballaggio:
- applicare circa 2/3 della quantità totale di agente di saldatura al tessuto dello schermo;
- Considerando la velocità del processo di produzione, quando viene utilizzata la pasta applicata, la rimanente sostanza di saldatura deve essere aggiunta in piccole porzioni;
- Se il lavoro di stampa è completato e la pasta saldante per il montaggio su superficie rimane, in nessun caso deve essere miscelata con una nuova, ma deve essere conservata in un contenitore separato nell'attrezzatura di refrigerazione;
- se lavori di saldatura non oltre, per continuare, è possibile utilizzare sia la pasta di saldatura avviata che quella nuova, la condizione principale qui è quella di miscelare la pasta precedentemente aperta nel rapporto 1: 2 con quella nuova e mescolare accuratamente per ottenere una massa omogenea;
- componenti di montaggio su circuito in effetti, dovrebbe essere prodotto il più rapidamente possibile, allo stesso ritmo accelerato, quindi deve scomparire in seguito;
- nel caso di una pausa forzata nel lavoro che superi i 60 minuti, i resti di pasta saldante (ovvero la pasta applicata allo stencil ma non completamente utilizzata) devono essere rimossi in un contenitore speciale e chiusi ermeticamente;
- per ottenere una serigrafia di alta qualità, si consiglia di pulire il tessuto dello stencil ogni 40-45 minuti.

Metodi di applicazione
Le paste per saldatura possono essere applicate in due modi: getto a gocce e schermo. Il primo è basato sull'uso dei dispenser e il secondo sull'uso delle stampanti per schermi.
Metodo Kaplestruyny
La stampa di dispensazione è un metodo per applicare una sostanza di saldatura "sparandole" praticamente a temperatura ambiente (circa 30 gradi) da una cartuccia attraverso un eiettore su un circuito stampato esattamente nel punto in cui deve essere applicata la pasta, in base al circuito stampato. La cartuccia è in movimento costante, seguendo l'ordinata e l'ascissa sulla superficie del circuito stampato. Dipende dalla correttezza dell'applicazione dello strato di saldatura. La cartuccia si ferma esattamente dove serve e esattamente nel momento in cui è necessario, grazie a un sistema di azionamento correttamente funzionante. A casa, non è possibile utilizzare un eiettore e una cartuccia, ma un altro dispenser per paste di saldatura: una siringa.
Metodo stencil
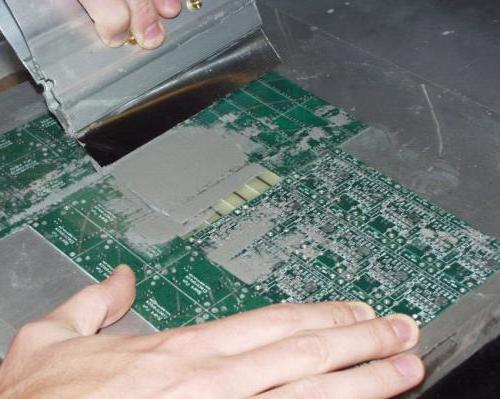
Gode della massima popolarità, implica l'applicazione di una pasta sulla superficie di saldatura perforando attraverso le aperture del tessuto dello schermo con uno strumento appositamente progettato: un tergipavimento. In questo caso, il tergipavimento esegue un movimento in movimento sulla superficie dello stencil in posizione orizzontale.
Istruzioni dettagliate con il metodo stencil:
- Passaggio 1. Fissare la superficie di saldatura (scheda) nell'area di lavoro.
- Passaggio 2. Combina la scheda di saldatura e lo stencil con precisione assoluta.
- Passaggio 3. Spremere o applicare la quantità necessaria di pasta saldante sul tessuto dello schermo.
- Passaggio 4. Applicare la pasta attraverso lo stencil utilizzando un tergipavimento.
- Passaggio 5. Controllare le caratteristiche di qualità dell'agente di saldatura.
- Passaggio 6. Rimuovere la superficie di saldatura.
- Passaggio 7. Pulire lo stencil.
Condizioni di conservazione
La pasta per saldatura richiede non solo il rispetto delle regole di funzionamento, ma anche condizioni di conservazione speciali, le principali sono le seguenti:
- la temperatura della stanza in cui è immagazzinata la sostanza non deve superare 25 ° C;
- il range di temperatura di conservazione della pasta dipende dal produttore e può essere compreso tra 4 e 10 ° C;
- la durata di conservazione della pasta se conservata nelle condizioni raccomandate per le composizioni con flussi lavabili in acqua è di 3-6 mesi, e con quelli indelebili - 6-12 mesi;
- saldatura con pasta saldante deve essere eseguito in una stanza in cui l'indicatore di umidità relativa corrisponde al 60-80%.
- le paste avviate possono conservare non più di 12 ore;
- al fine di ridurre il grado di degrado rimasto dal precedente processo di saldatura, la pasta può essere utilizzata in nuovi lavori di saldatura, ma solo con l'aggiunta di una nuova;
- Banche, cartucce e siringhe con agente di saldatura devono essere conservati solo in posizione verticale, con le punte della siringa verso il basso per eliminare la possibilità di separazione.
Condizioni di temperatura
Le paste per saldatura sono sensibili a valori di temperatura sostanzialmente bassi e alti. Considerando che la base contiene due materiali di diversa densità (flusso e lega di saldatura), si ritiene possibile suddividere naturalmente il flusso e altri componenti della sostanza di saldatura, nonché la presenza di uno strato di flusso sottile sopra la superficie. Trovare la pasta sotto l'influenza di alte temperature per un lungo periodo porta ad una significativa separazione del flusso e la pasta rimanente, è la causa della formazione di uno spesso strato superficiale di flusso. Qual è il risultato? E si scopre che la pasta per saldatura perde le sue proprietà e, quindi, applicarla alla superficie sarà difettosa. L'intervallo di temperatura, che è superiore a 30 ° C, provoca una decomposizione chimica della sostanza di saldatura.
Se esposto a parametri a bassa temperatura, la pasta perde la sua capacità di bagnatura, poiché gli attivatori di flusso si precipitano parzialmente o completamente. Le composizioni di alcuni produttori possono ancora essere conservate a una temperatura compresa tra -20 e + 5 ° С.
Esposizione all'umidità
Gli effetti più dannosi sulla pasta per saldatura non sono basse e alte temperature, ma umidità. Se il livello di umidità è elevato, le sfere di saldatura che si trovano nella composizione di pasta iniziano a ossidarsi ad una velocità elevata, il che porta ad uno spreco di attivatori di flusso per pulire le sfere e non sulle superfici da saldare, come dovrebbe essere. Quando l'umidità entra negli strati di pasta, i ponticelli e le sfere di saldatura si formano, il flusso / saldatura viene spruzzato, i componenti elettronici vengono spostati durante il processo di saldatura, il tempo di ritenzione dei componenti elettronici viene ridotto.
Posso fare a casa

La pasta per saldatura fai-da-te può essere creata a casa? Certo, sì!
Ricetta 1
Ingredienti: olio di palmisti, ammonio cloruro (5-10%), anilina cloridrato.
Metodo di preparazione: miscelare cloruro di ammonio e anilina cloridrato con olio di palmisti fino ad ottenere una massa omogenea pastosa.
Ricetta 2
Ingredienti: olio vegetale (100 g), sego di manzo (300 g), colofonia naturale (500 g), cloruro di ammonio (100 g).
Metodo di preparazione: olio, grasso e colofonia si fondono in un ampio piatto di porcellana a bagnomaria. Polvere di ammonio in polvere e aggiungere alla miscela. Mescolare accuratamente per fare una pasta.
Ricetta 3
Ingredienti: cloruro di ammonio (100 g), olio minerale (900 g)
Metodo di preparazione: macinare gli ingredienti di porcellana in un mortaio. Conservare in un barattolo di vetro chiuso.