Connessioni filettate Tabella di collegamento filettata
In tutti i settori industriali, i giunti a innesto di componenti tecnici realizzati con profili filettati (trapezoidale, triangolare, semicircolare, rettangolare, ecc.) Hanno trovato ampia applicazione. La base della filettatura è il principio dell'elica. Se una scanalatura viene tagliata sulla superficie di un cono o cilindro, il tagliente dello strumento crea una superficie elicoidale, il cui piano dipende dalla forma del tagliente. La formazione di una sporgenza elicoidale può essere immaginata come il movimento di un quadrato, un trapezio, un triangolo lungo la superficie di un cono o di un cilindro in modo che tutti i punti si muovano lungo un'elica.
Tipi di connessioni filettate e il loro scopo
Threaded è il thread di connessione di due parti, una delle quali ha una esterna e l'altra una thread interna. Secondo l'uso operativo del composto, esistono applicazioni speciali e generali utilizzate per collegare un tipo di elementi di un meccanismo specifico. La filettatura ottenuta sulla superficie cilindrica esterna è detta esterna (convenzionalmente a bullone), e la risultante sulla superficie cilindrica interna è detta interna (convenzionale a dado). I collegamenti filettati delle parti sono ampiamente utilizzati nell'ingegneria meccanica (nella maggior parte dei trasporti moderni oltre il 60% di tutti gli elementi sono filettati). Il primo gruppo comprende:
Ad
- elementi di fissaggio (pollici, metrico), che vengono utilizzati per il collegamento rimovibile di parti di macchine;
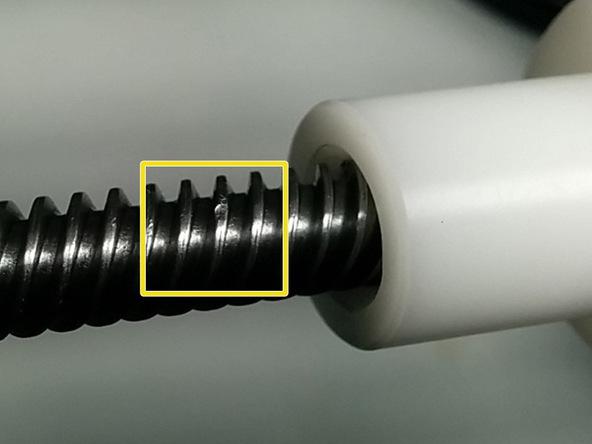
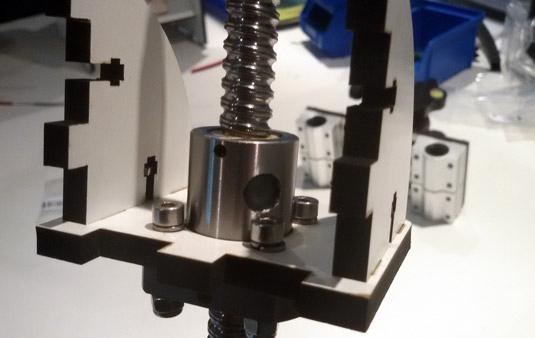
- cinematica (rettangolare e trapezoidale), che vengono utilizzate per viti a fuso, tabelle di dispositivi di misurazione e viti di supporto della macchina utensile, ecc., il cui requisito principale è quello di assicurare un movimento preciso con il minimo attrito;
- rinforzo e tubo (tubo conico, conico, cilindrico e metrico), utilizzato per valvole e condotte per vari scopi, il cui compito principale è quello di creare la tenuta delle connessioni.

Il profilo trasversale delle connessioni filettate è suddiviso in spinta, triangolare, rotonda trapezoidale e rettangolare. Nella direzione delle spire sono divisi in senso orario (ruotato in senso orario) e sinistro (contorto in senso antiorario). Per il numero di eventi le connessioni thread sono suddivise in più e singole. Le caratteristiche si applicano a tutte le connessioni filettate. GOST 9150-81 stabilisce per loro l'unico profilo nominale.
Ad
I principali parametri delle connessioni filettate

I parametri principali sono:
- d (D) è il diametro esterno, la cui filettatura è convenzionalmente indicata;
- d1 (D1) - diametro interno della vite (dado);
- d2 (D2) è il diametro medio, cioè il diametro del cilindro che è coassiale con la filettatura;
- Passo P, corrisponde alla distanza tra bordi laterali identici (a sinistra oa destra) adiacenti del profilo in una direzione parallela all'asse della filettatura;
- t-stroke, che corrisponde al movimento longitudinale relativo per un giro della vite (dado) ed è uguale al prodotto del passo per il numero di eventi, t = P · n; per le viti a 2 e 3 set, quando si verifica l'avvolgimento simultaneo di 2 e 3 fili delle dimensioni specificate, la corsa equivale a 2P, rispettivamente, per la vite a 2 vie e 3P per la vite a 3-vie;
- α è l'angolo del profilo, l'idoneità della filettatura determina l'angolo di inclinazione dei lati uguale a α / 2 filettato simmetrico.
Filo metrico
Connessioni filettate metriche di ogni diametro nell'intervallo 1-600 mm possono essere eseguite in gradini di diverse dimensioni. Tuttavia, dovrebbero essere non più di 6 mm. Grandi passi sono disponibili solo in fili con un diametro di 1-68 mm. Vengono utilizzati quando è necessario collegare parti di grandi dimensioni. Inoltre, ci sono una serie di piccoli passi che vengono presi con parti a parete sottile e una lunghezza di torsione limitata per aumentare la resistenza e le proprietà autofrenanti sotto carichi di vibrazioni. E anche nei casi in cui è necessario ottenere piccoli movimenti assiali ad angoli di rotazione significativi (ad esempio, viti micrometriche dei dispositivi). La lunghezza della torsione con piccoli passi è variabile e varia da 0,3 a 2 d. GOST 8724-81 contiene tutte le indicazioni di disponibilità e vantaggi. filo metrico (Tabella).
La tabella "Dimensioni e passaggi dei fili metrici" è mostrata di seguito.
| Diametri, d, d, mm | Passi P mm | ||||||||||
| 1a fila | 2a fila | 3a fila | grande | piccolo | |||||||
| 4 | 3 | 2 | 1.5 | 1.25 | 1 | 0.75 | 0.5 | ||||
- 12 - - 16 | - - 14 - - | 11 - - 15 - | (1,5) 1.75 2 - 2 | - - - - - | - - - - - | - - - - - | - 1.5 1.5 1.5 1.5 | - 1.25 1.25 - - | 1 1 1 (1) 1 | 0.75 0.75 0.75 0.75 | 0.5 0.5 0.5 0.5 |
Designazione delle connessioni filettate nei disegni
Nella designazione di composti nei disegni di tutti i settori dell'edilizia, dell'industria e dell'ingegneria, secondo GOST 2311-68, è accettato come convenzionalità quando le linee sotto forma di vite vengono sostituite da due linee: una continua continua e una principale solida. In questo caso, il motivo dei thread interni ed esterni ha le seguenti caratteristiche:
Ad
- Il disegno delle connessioni filettate interne rappresenta le principali linee continue continue sul diametro esterno e le linee continue sull'interno. Il taglio visualizzato come invisibile è indicato da linee sottili tratteggiate dello stesso spessore lungo i diametri interno ed esterno.
- Il disegno delle connessioni filettate esterne mostra le linee continue principali sul diametro esterno e continuo sottile - all'interno. Designazione del filo mostra il tipo di filo, diametro nominale, passo (se è con un passo piccolo), direzione di taglio (se lasciato), margini di tolleranza (tabella).
La tabella di collegamento a vite è mostrata sotto.
| Simbolo del tipo di filo | Dimensioni mostrate sul disegno | Esempi di designazione del filo | |
| Metrico con un grande passo, GOST 8724-81 (ST SEV 181-75) | M | Diametro esterno, mm | M10-6N; M36-7M; M10LH-6H |
| Metrico con un piccolo passo, GOST 8724-81 (ST SEV 181-75) | M | Diametro esterno e passo, mm | M64 * 2-7H |
| Metrica per diametri inferiori a 1 mm (ogni ora), GOST 900-73 | M | Diametro esterno, mm | M0,6 |
| Trapezio, GOST 24738-81 (ST SEV 1181-79) | Tr | Diametro esterno e altezza, mm e numero GOST | Tr36 * 6-6 H, GOST 25738-81 |
| Persistente, GOST 10177-82 (ST SEV 1181-79) | S | Diametro esterno e passo, mm | S80 * 16-4H |
Tubo cilindrico GOST 6357-81 (CT SEV 1157-78) | sol | Il simbolo del diametro del filo in pollici | G21 / 2-A |
Pipa conica, GOST 6211-69 (CT SEV 1115-78) | R | Il simbolo del diametro del filo in pollici e il numero di GOST | R3 / 4, GOST 6211-81 (esterno) R3 / 4, GOST 6211-81 (interno) |
| Pollice finale con un angolo di profilo 60 ", GOST 6111-52 | K | Denominazione del diametro della filettatura in pollici e numero GOST | K3 / 4 ", GOST 6111-52 |
Manometri per controllare bulloni e dadi filettati
I calibri per controllare la validità delle connessioni filettate cilindriche agiscono come un insieme di mezzi rigidi che monitorano la validità della filettatura. Il loro vantaggio è che forniscono completa intercambiabilità del taglio di parti contorte. Tutti i calibri sono divisi in due gruppi principali: per esterno e per filo interno. Secondo il principio di costruzione, sono divisi in quelli impraticabili e continui, ognuno dei quali controlla i suoi campi di tolleranza al contorno e secondo la forma della superficie, filettati e lisci. Connessioni filettate con un indicatore di flusso continuo a profilo completo hanno un profilo del profilo nominale e parametri realizzati con elevata precisione.
 Per testare varie aperture, vengono utilizzati tappi filettati passanti (P-PR e PR) che controllano diametri esterni e medi e tappi filettati invalicabili (NO), che controllano il limite superiore del diametro medio. Nel caso del controllo del calibro, il taglio è considerato idoneo se il calibro del passaggio è attorcigliato con una parte lungo la lunghezza dell'intero taglio e un calibro non passante è attorcigliato con una parte di non più di due fili. Per controllare la dimensione interna del foro filettato si utilizzano anche tappi senza interruzioni e continui.
Per testare varie aperture, vengono utilizzati tappi filettati passanti (P-PR e PR) che controllano diametri esterni e medi e tappi filettati invalicabili (NO), che controllano il limite superiore del diametro medio. Nel caso del controllo del calibro, il taglio è considerato idoneo se il calibro del passaggio è attorcigliato con una parte lungo la lunghezza dell'intero taglio e un calibro non passante è attorcigliato con una parte di non più di due fili. Per controllare la dimensione interna del foro filettato si utilizzano anche tappi senza interruzioni e continui.
Applicazione del calibro
Tappi con inserti sono il tipo principale di tappi filettati, hanno un gambo affusolato. Sono fatti con un diametro da 1 a 50 mm. La sigillatura di connessioni filettate con un diametro esterno da 50 a 100 mm è realizzata sotto forma di ugelli fissati alle estremità dell'impugnatura di plastica con viti. I filetti esterni sono testati con anelli filettati realizzati con un diametro da 1 a 100 mm. Gli anelli passanti vengono tagliati su tutta la larghezza dell'anello. La loro superficie esterna rotola. Gli anelli invalicabili hanno fili accorciati (lasciando solo due o tre giri con fili accorciati). Creano un solco distintivo nel mezzo della superficie cilindrica esterna zigrinata dell'anello.
Ad

Strumenti per misurare i parametri del filo
Il micrometro con inserti è il dispositivo principale per misurare il diametro medio di taglio in ingegneria meccanica (è spesso chiamato "micrometro a strisce"). Per calcolare le connessioni filettate, viene utilizzata una definizione in cui il diametro medio della filettatura è la lunghezza tra i lati paralleli delle bobine posizionate sui lati opposti dell'asse di taglio e misurate perpendicolarmente all'asse di taglio.
La differenza tra un micrometro e un micrometro liscio MK è che alle estremità del tallone sono praticati dei fori a micro-vite in cui sono posizionati gli inserti. Quando il dispositivo è coperto da inserti filettati veri, l'inserto conico si inserisce nelle cavità e il prismatico copre la svolta. In questa disposizione, la lettura sulle scale del tamburo e dello stelo dà la dimensione del diametro medio della parte misurata.
Ad
Il micrometro con inserti ha il prezzo di divisione con = 0,01 mm. Intervallo di misurazione - 25 mm e limiti di misurazione: 0-25; 25-50 e così via, fino a 325-350 mm.
Un micrometro da 0 a 25 mm viene montato su "0" con dadi insieme a inserti sollevati fino all'arresto e micrometri per misure superiori a 25 mm sono installati sul limite inferiore di misurazione con una misura di installazione collegata a ciascun dispositivo. Gli inserti per misurare il diametro medio sono fissati in coppia a ciascun micrometro: prismatico e conico. La dimensione delle superfici di misurazione di ciascuna coppia dipende dal passo della filettatura. L'errore di misurazione con un micrometro con inserti varia da 0,025 a 0,20 mm.
Misurazione del filo centrale con il metodo a tre fili
La misurazione del diametro medio usando i fili è molto più accurata di un micrometro con inserti. La dimensione del filo viene scelta in modo che i fili di formatura tocchino la superficie della vite nell'area del diametro medio effettivo d2. Il diametro del filo più grande per un filetto metrico è dnp = 0.577P. Il ricalcolo della dimensione M alla dimensione del diametro medio d2 per il filetto metrico viene calcolato con la formula d2 = M-1,438dnp (metodo di misurazione è indiretto).
I fili per misurare il diametro medio sono prodotti dall'industria degli utensili, rilasciandoli in gruppi di 3 pezzi. Le dimensioni nominali dei fili dipendono dal passo e vanno da 0,101 a 3,464 mm. Deviazioni ammissibili del diametro del filo dalla dimensione nominale di ± 0,5 micron. La deviazione della forma è entro la tolleranza della dimensione dei fili. Taglio particolarmente controllato della superficie del filo. L'errore di misura del diametro medio con tre fili è piccolo ed è di 1,5-2 micron. Il diametro medio delle prese del calibro di lavoro e il controllo è misurato solo con l'aiuto di tre fili.
Microscopio di misurazione strumentale
Vengono utilizzati due modelli di microscopi strumentali: BMI e MMI. Entrambi sono creati secondo lo stesso schema schematico e differiscono l'uno dall'altro, prima di tutto, in dimensioni, accessori e limiti di misurazione. I dispositivi consentono di misurare tutti gli elementi principali del profilo del filo esterno, calibri filettati, maschi, vari taglierine e altri strumenti. Misurando in coordinate polari o rettangolari su microscopi, viene controllata anche la forza del giunto filettato, le dimensioni e il contorno di spessori e parti di forme complesse, frese sagomate, frese sagomate, parti stampate di stampi, stampi, sagome ecc .. Tutte le misure sul microscopio vengono eseguite con il metodo contactless.
Informazioni sul metodo di produzione delle connessioni filettate autofrenanti
È noto che il thread esistente e le connessioni filettate sono realizzati utilizzando strumenti appositamente sviluppati e standardizzati. Spesso questo richiede un'attrezzatura appropriata e viene eseguito secondo il metodo di taglio esistente. Ma i metodi e metodi noti per la produzione di fili standardizzati non possono essere utilizzati per speciali, sviluppati e implementati nella produzione di fili autofrenanti. Il problema è che in questo caso è tagliato conico alla fine del bullone con un profilo speciale. Inoltre, le bobine hanno un'altezza variabile, ma i diametri dei bulloni rimangono costanti.

La sezione del filetto della vite ha tre parti caratteristiche, cioè un triangolo nella parte superiore e due trapezi al centro e nella base. Gli indicatori di forza e coppia di attrito nella filettatura sono in linea con quelli della filettatura standard. Il mondo ha anche sviluppato uno speciale tubo filettato, che ha già ricevuto feedback positivi. Il principale risultato dell'invenzione è una soluzione di successo del problema cambiando il profilo.
Le connessioni filettate autobloccanti di un prototipo simile sono costituite da un'asta e da un dado con tagli. L'estremità filettata del bullone ha anche una superficie conica su cui è realizzata la filettatura in modo che anche i suoi diametri lungo l'intera lunghezza della filettatura siano costanti. I profili superiori di un componente del giunto filettato sono realizzati sotto forma di segmenti con lo stesso raggio di archi. L'arrotondamento degli avvallamenti del secondo elemento di connessione è realizzato con lo stesso raggio della parte superiore delle spire del bullone. I centri dei segmenti di arco dell'asta si trovano su una linea parallela al cono che forma la superficie esterna dell'asta. Eseguendo il profilo dei perni delle viti o dei bulloni secondo i parametri indicati con la geometria cava dell'albero o del dado specificata è possibile ottenere un forte bloccaggio dei giunti filettati, assicurare un bloccaggio affidabile del dado senza utilizzare parti di bloccaggio aggiuntive, migliorare il design e le caratteristiche operative del giunto e ridurne l'intensità.
Analisi del principale strumento meccanizzato
Connessioni filettate costituiscono il 60-80% di tutti i tipi di connessioni esistenti nelle strutture di macchine, trattori, automobili, rimorchi. La complessità di allentare e serrare viti, bulloni, dadi, prigionieri e tutte le altre parti con una superficie rigata presso officine specializzate è il 26-64% dell'intensità di manodopera totale dei lavori di smontaggio e assemblaggio, e presso la stazione di servizio questa percentuale è ancora più elevata. Questa informazione chiarisce la necessità di una meccanizzazione ad alta priorità quando si lavora con parti filettate. Quando lo smontaggio di uno strumento meccanizzato aiuta a preservare un numero significativo di elementi di fissaggio adatti per il riutilizzo, riduce la durata dell'operazione da tre a cinque volte. Vi è un aumento della produttività del lavoro di circa il 15%. Si consiglia di utilizzare uno strumento meccanizzato se sulla macchina è presente un numero significativo di dispositivi di fissaggio della stessa dimensione e anche quando non è necessario osservare rigorosamente la forza installata. Quando si sceglie un utensile meccanizzato per lo smontaggio e il montaggio, è necessario conoscere in anticipo le coppie di serraggio delle connessioni filettate. Durante il serraggio delle parti, questo valore dovrebbe essere aumentato del 10-15%. Quando si svitano i dadi e le viti arrugginite, le coppie di serraggio delle connessioni filettate devono essere aumentate di 1,5-2 volte.
Gli utensili meccanizzati (chiavi, prigionieri, ecc.) Vengono costantemente aggiornati. Secondo il tipo di motore, può essere elettrico, idraulico e pneumatico e, a seconda del progetto, manuale, fuoribordo, mobile e fisso.