Girando. Tipi di svolta
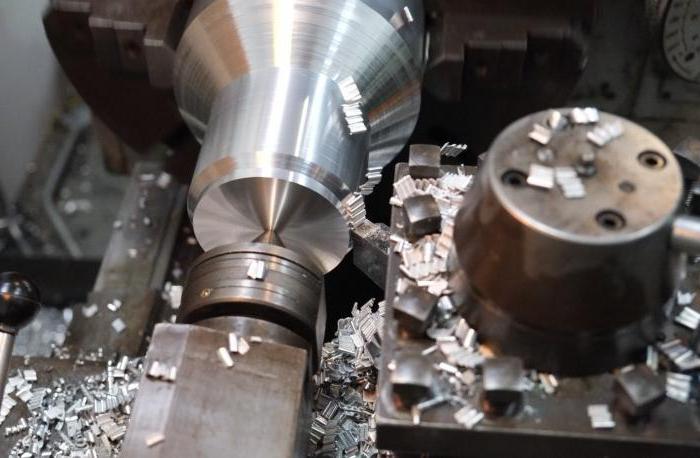
Tornitura - il tipo più comune di trasformazione dei prodotti in metallo. Le parti che hanno la forma di corpi di rivoluzione costituiscono una parte significativa dei prodotti delle industrie di costruzione di macchine e fanno parte della maggior parte delle macchine e dei meccanismi.
Breve descrizione
L'ingegneria moderna è caratterizzata da una vasta gamma di prodotti, con l'instabilità delle dimensioni del lotto di produzione delle parti, che varia da pochi pezzi a diverse migliaia o decine di migliaia. Il processo tecnologico (TP) di lavorazione dei corpi rotanti è caratterizzato da una varietà di operazioni tecnologiche, percorsi di lavorazione e attrezzature per il taglio dei metalli utilizzate nella loro fabbricazione.

Secondo i percorsi di lavorazione tipici e in base alla progettazione e alle caratteristiche tecnologiche e alle dimensioni del lotto di produzione del corpo di rotazione possono essere lavorati su vari tipi di torni con controllo manuale e CNC quando utilizzati come utensili standard e speciali.
Ad
Storia di
Tornitura di parti su macchine specializzate conosciute dal VII secolo aC. e. I primi meccanismi erano primitivi: un osso o un pezzo di legno era posto tra i due centri. Una persona (di norma, una schiava) ha storto il prodotto, e il maestro, tenendo il cutter tra le mani, ha rimosso lo strato di patatine. La procedura è stata lunga e laboriosa.
Dopo l'epoca del declino (primo medioevo), nel XIV secolo, i lavori di tornitura erano già stati eseguiti su meccanismi, in cui la rotazione del pezzo era fissata con un azionamento a pedale. Entro il 16 ° secolo, le macchine utensili acquisirono centri metallici e una lunetta. È diventato possibile dare ai prodotti una forma complessa - fino alla palla, ma la trasmissione meccanica non ha fornito potenza adeguata. Nel XVIII secolo, con gli sforzi dell'inventore russo Nartov, fu risolto il problema del fissaggio del disco rigido, che rese possibile tagliare con precisione fili, motivi intricati, ecc.
Ad
Dal XIX secolo, ha creato potenti macchine, completamente in metallo, che sono diventate la base per guadagnare slancio nell'ingegneria meccanica. In seguito all'elettrificazione di massa delle macchine acquistarono motori elettrici, infatti, assumendo la forma moderna. Il prossimo stadio evolutivo significativo è associato all'introduzione dell'automazione e dell'informatizzazione.
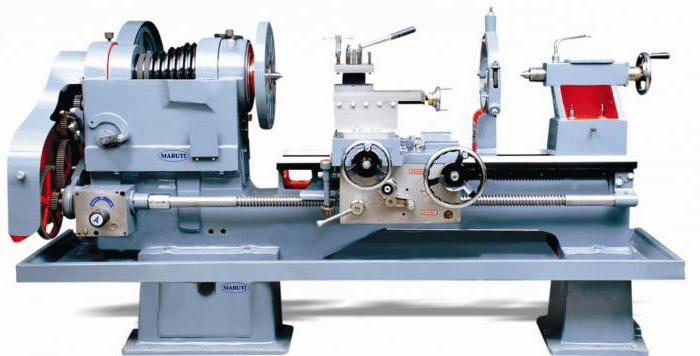
Tipi di svolta
L'elaborazione dei corpi di rotazione viene eseguita sulle macchine:
- vite-taglio;
- girare la torretta;
- CNC;
- multiuso;
- plurimandrino;
- dispositivi semiautomatici multitaglio.
In questo caso, a seconda della concentrazione delle transizioni tecnologiche (sequenziale, parallela e seriale-parallela), le regolazioni singole o multi-cutter vengono applicate utilizzando strumenti di taglio e ausiliari standard o speciali.
La lavorazione dei fori del tornio viene eseguita sia con la lavorazione sequenziale mono-utensile, sia utilizzando teste a più mandrini e utensili assiali combinati.
Scelta del processo tecnico
La dimensione del lotto di produzione delle parti e il suo design e le sue caratteristiche tecnologiche hanno un'influenza decisiva sulla scelta del tipo di torni:
- diametro massimo;
- lunghezza;
- accuratezza richiesta;
- rugosità superficiale.

La varietà di torni porta ad un aumento del numero di varianti concorrenti del processo. Ad esempio, utilizzando lo schema di formazione di opzioni di elaborazione di alberi concorrenti, è possibile creare 20-30 possibili opzioni di elaborazione per un albero a gradini. Pertanto, è necessario scegliere il tornio giusto (ottimale) che fornisca al minimo l'intensità minima di lavoro efficienza economica. Quando si sceglie l'opzione TP, vengono presi in considerazione anche il volume di uscita e le altre condizioni di produzione.
Ad
Indicatori tecnici ed economici
La tornitura del metallo combina due fattori determinanti: capacità tecnica e fattibilità. Nelle condizioni di produzione multiprodotto, caratterizzata dall'instabilità degli oggetti e dalle dimensioni dei lotti di produzione delle parti, la scelta di una variante redditizia del processo tecnico tra i concorrenti è un compito difficile e dispendioso in termini di tempo, che richiede un numero elevato di calcoli relativi alla determinazione di indicatori tecnici ed economici.
I principali indicatori dell'attività delle imprese di costruzione di macchine sono:
- produttività del lavoro;
- profitto;
- costo di produzione ;
- l'intensità e l'efficienza dell'uso delle risorse finanziarie;
- intensità materiale ed energetica dei prodotti;
- la redditività;
- intensità di capitale e produttività del capitale;
- utilizzo delle apparecchiature e altri.

Un compito importante è garantire la competitività dei prodotti, tenendo conto delle esigenze in costante crescita della qualità dei prodotti e della limitazione delle risorse lavorative, materiali, finanziarie ed energetiche.
Ad
Tipi di pezzi
Il tornio consente di lavorare pezzi come i corpi di rotazione:
Titolo del pezzo | classificazione | prodotti |
Parti di rotazione cilindriche | boccole | Boccole, boccole, boccole, manicotti |
alberi | Alberi, rulli, assi, aste, perni, dita, perni | |
Parti di rotazione piatte | dischi | Ruote, anelli, volani, pulegge, flange |
Parti multiple | Prodotti eccentrici | Alberi a gomito, eccentrici |
Dettagli di rotazione con assi intersecanti | Crossings | Croci, accessori |
Altri spazi vuoti | Ruote dentate | Ingranaggi mono e multi-pignone, cerchi, ruote dentate, dischi ruota |
Camme a forma di | ||
Esecuzione di viti e prodotti a vite senza fine | ||
fissaggio | Bulloni, dadi, viti |
Alberi a gradini lavorati
La rotazione dell'albero può essere eseguita con una macchina utensile a controllo numerico, un mandrino e una multi-mandrino verticale, a rotazione, a copiare, orizzontale, multi-utensile, a controllo numerico. Installare l'albero nei centri della macchina o fissato nella cartuccia (piastra frontale). Brevi spazi vuoti, pezzi fusi, pezzi forgiati sono fissati in una macchina a tre camme e meno spesso in una cartuccia a quattro camme. Alberi con un rapporto lunghezza-diametro superiore a 12 sono rettificati utilizzando supporti mobili e fissi.
Di solito su macchine mnogoreztsovyh due calibri (posteriore, anteriore). Il frontale è progettato per la tornitura longitudinale di pezzi. Pinza posteriore - per tagliare le estremità, tagliare scanalature, tornitura sagomata. Il numero di frese su calibri multipli può arrivare a 20. I movimenti dei calibri sono automatizzati.
Ad
maschiatura
Nella costruzione dell'albero sono presenti filettature esterne e interne. La tornitura viene eseguita con speciali frese da intaglio. Le macchine devono avere un rapido mandrino di inversione per cambiare rapidamente la direzione della rotazione di lavoro in senso opposto quando il filo viene tagliato alla profondità desiderata. Quando si tagliano fili sordi utilizzare cartucce di commutazione automatica. Le filettature esterne vengono tagliate con teste di taglio del filo, pettini, frese filettate e altri metodi. Le calibrazioni delle filettature vengono eseguite con stampi con finitura dei bordi taglienti.

Taglio vermi
La superficie della vite dei vermi, a seconda della serialità, può essere tagliata usando un tornio o una macchina per il taglio di viti. Le frese per il tornio sono selezionate con un profilo dritto. Il profilo della bobina richiesto è assicurato dall'installazione appropriata della fresa. Per la produzione su larga scala, i vermi vengono tagliati in una testa incisale anulare.
Quando si tagliano i vermi da taglio con un modulo di dimensioni medie, vengono utilizzate frese a molla speciali. Per i grezzi unidirezionali che hanno un angolo piccolo (fino a 7 gradi) del sollevamento dell'elica, il profilo è fissato al cutter corrispondente al profilo del cavo del verme.
Caso di elaborazione
Con l'aiuto di caroselli-tornitori che trasformano le parti del corpo di turbine a vapore, valvole di grandi dimensioni, motori elettrici, compressori, piastre frontali di macchine, pompe centrifughe, generatori, ecc. condizioni di taglio relativamente elevate, eseguire una lavorazione continua. Di conseguenza, i lavori di tornitura diventano più produttivi.
Pezzi lavorati trattati con una forma spaziale complessa o la forma di un corpo di rivoluzione con superfici cilindriche coniche interne o esterne, perpendicolari alle estremità del relativamente semplice da ottenere ruotando.

Tornitura CNC
torni controllato numericamente sono uno dei tipi più comuni di attrezzature della moderna ingegneria di produzione di massa. Un vantaggio significativo delle macchine CNC rispetto ad altre macchine che operano in modalità automatica e semiautomatica sono i piccoli costi di tempo e materiali per il passaggio dal lotto di parti lavorato al successivo. Allo stato attuale, l'uso di macchine utensili con un complesso militare-industriale (controllo del programma operativo) si è diffuso nell'ingegneria meccanica. In questi dispositivi, il programma può essere inserito direttamente dalla tastiera del pannello di controllo dell'operatore di debugger.
Capacità tecnologiche
Le macchine CNC sono classificate in base alla posizione dell'asse di rotazione del mandrino (orizzontale, verticale), alla posizione delle guide (inclinata, orizzontale, verticale), alla struttura del sistema di attrezzamento (con torretta o magazzino utensili), tipo di lavoro:
- cartuccia;
- punti di articolazione;
- chuck-center;
- noioso.
Le macchine centrali (rappresentano circa il 10% di tutte le macchine CNC) vengono utilizzate per la finitura esterna di alberi, compreso il taglio del filo con uno scalpello (il diametro massimo D max del pezzo è di 250-380 mm).
Le macchine a cartuccia (circa il 40%) vengono utilizzate per la lavorazione di boccole, flange e altro (esterne e interne). Oltre a ruotare, forare e troncare le estremità, l'accensione di queste macchine può essere completata da foratura, svasatura, alesatura, filettatura con maschi, stampi, nonché dal taglio di filetti esterni e interni con uno scalpello (D max 160-1250 mm).
Il centraggio delle cartucce (circa il 35% del parco macchine CNC) unisce le capacità tecnologiche dei primi due gruppi. Sono utilizzati per la cartuccia e il centraggio delle parti D max 160-630 mm. Per la lavorazione di prodotti come flange, dischi e custodie di grandi dimensioni sono state utilizzate macchine rotanti.
conclusione
Usando i metodi di tornitura, puoi macinare una varietà di prodotti che hanno la forma di rotazione, con le caratteristiche desiderate. Un vasto parco di torni consente di realizzare sia pezzi in miniatura che parti enormi per l'ingegneria energetica, l'ingegneria pesante, la costruzione navale e altre industrie.